
ขั้นตอนงานเชื่อมท่อ HDPE ขนาด 1,200 มม. สำหรับโครงการมิกซ์ยูส (Mixed-use)
บทความนี้เป็นแสดงขั้นตอนการเชื่อมท่อ HDPE แบบแสดงขั้นตอนและรายละเอียดเพื่อเป็นข้อมูลให้ใช้ในการตรวจสอบมาตรฐานการเชื่อมท่อ HDPE ขนาด 1,200 มม. PN8 PE100 แบบ full option รายการคำนวณและตรวจสอบค่าสอบเทียบหลังจากเชื่อมท่อ HDPE แล้วเสร็จ ซึ่งนานๆ จะได้เอามาเขียนให้ทุกคนอ่านครับ โดยบริษัทเราเป็นบริษัทที่ช่างมีใบประกอบวิชาชีพเชื่อมท่อ HDPE โดยตรง
Project : CLOUD 11
SYSTEM : CONNECT TO DETENTION TANK NO.1 JOINTING
METHODES : HDPE WELDING
WELDER : TAWAN RUNGSAENG
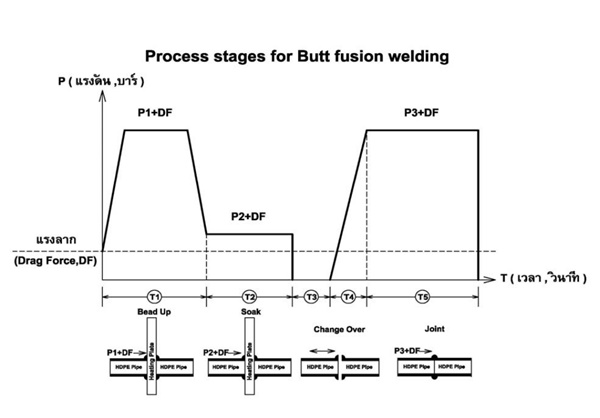
รายการค่าพารามิเตอร์คำนวนการเชื่อมท่อ HDPE
ท่อ HDPE ขนาด 1,200 มม. PN8 PE100 ความหนา 57.2 มม.
โดยสูตรคำนวณหน้าตัดท่อจะได้พื้นที่ดังนี้
SDR = Standard Dimension Ratio 20.98 มม.
OD = เส้นผ่าศูนย์กลางภายนอกท่อ 1,200 มม.
ID = เส้นผ่าศูนย์กลางภายในท่อ 1,085.6 มม.
A1 = พื้นที่หน้าตัดท่อ HDPE 205,256.02 ตร.มม.
โดยเครื่องเชื่อมท่อเราใช้คือเครื่องของ BENJA ขนาด 1,200 มม
ระยะแกนในไฮดรอลิคเท่ากับ 90 มม. ระยะแกนนอกไฮดรอลิค เท่ากับ 115 มม.
A2 = พื้นที่หน้าตัดกระบอกไฮดรอลิก 8,046.25 มม.
พอทำการคำนวณด้วยสูตรเพื่อหาค่าจะได้ดั่งนี้
|
ลำดับที่ |
รายการ |
สูตรคำนวณ |
ผลการคำนวณ |
|
1 |
อุณหภูมิแผ่นความร้อน ( c ) |
200-220 c |
200 c |
|
2 |
ความดันที่ใช้สร้างตะเข็บหน้าสัมผัสท่อ (P1, บาร์) |
1.5x(A1/A2) |
38.26 +DF |
|
3 |
เวลาปรับศูนย์ (สร้างตะเข็บ) (T1, บาร์) |
จนกว่าจะได้ตะเข็บสูง K มม. |
|
|
4 |
ความสูงของตะเข็บ (K, มุม) |
0.5+(0.1xe) |
6.22 |
|
5 |
ความดันแช่ (P2, บาร์) |
0.2x(A1/A2) |
5.1+DF |
|
6 |
เวลาให้ความร้อนแช่ (T2 , วินาที) |
10xe |
572 วินาที |
|
7 |
เวลาปลดแผ่นความร้อน (T3 , วินาที) |
3+(0.01xOD) |
15 วินาที |
|
8 |
เวลาที่ใช้เพิ่มแรงดันเชื่อมประสาน (T4 , วินาที) |
3+(0.03xOD) |
39 วินาที |
|
9 |
ความดันเชื่อมประสาน (P3, บาร์) |
1.5x(A1/A2) |
38.26 +DF |
|
10 |
เวลาหล่อเย็น (T5, วินาที) |
(3+e)x60 |
60.2 นาที |
|
11 |
ความกว้างแนวเชื่อมต่ำสุด (มม.) |
3+(0.5xe) |
31.6 มม. |
|
12 |
ความกว้างแนวเชื่อมสูงสุด (มม.) |
3+(0.75xe) |
45.9 มม. |
อุปกรณ์สำหรับเชื่อมท่อ HDPE
1.ชุดไฮดรอลิคส์
2.เครื่องควบคุมการเชื่อมและบันทึกข้อมูล
3.โครงเครื่องเชื่อมท่อ
4.แผ่นความร้อน
5. ใบปาดหน้าท่อ
6.กล่องใส่เครื่องมือ เครื่องปริ้น ประกับ
7.แอลกอฮอล์สำหรับเช็ดท่อ
.jpg)
ภาพบริษัท กำลังติดตั้งท่อให้เป็นไปตามมาตรฐาน
.jpg)
ภาพบริษัท กำลังตรวจสอบขนาดของท่อให้เป็นไปตามมาตรฐาน
.jpg)
ภาพบริษัท กำลังตรวจสอบรายละเอียดของท่อให้เป็นไปตามมาตรฐาน
.jpg)
ภาพบริษัท กำลังตรวจสอบความหนาของท่อให้เป็นไปตามมาตรฐาน
.jpg)
ภาพแสดงรายการคำนวณที่นำมาตรวจสอบกับผล DATA LOGGER
.jpg)
ภาพแสดงการยกเครื่องเชื่อมท่อ HDPE ลงบนตำแหน่งเชื่อมท่อ
.jpg)
ภาพแสดงการติดตั้งท่อในโครงเครื่องเชื่อมท่อ HDPE
.jpg)
ภาพแสดงการตั้งระดับท่อ HDPE เทียบกับระดับน้ำในทุกชุดที่ติดตั้งท่อ
ขั้นตอน1
1.1) ทำการตรวจสอบอุปกรณ์และความพร้อมของอุปกรณ์ทดสอบค่าแรงดันของเครื่องดูการรั่วซึมชุดไฮดรอลิกส์
1.2) ทำการวัดค่าอุณหภูมิแผ่นความร้อนโดยเทอโมมิเตอร์ หาค่าเฉลี่ย อุณหภูมิต้องอยู่ที่ค่า 200-220 องศา
.jpg)
การตรวจสอบหาความลาดเอียงของท่อทุกจุด
.jpg)
การตรวจสอบหาความลาดเอียงของท่อทุกจุด
.jpg)
ผู้บริหารที่ปรึกษาโครงการร่วมตรวจสอบขั้นตอนการเชื่อมท่อ HDPE
.jpg)
ทำการตรวจสอบอุหภูมิแผ่นความร้อนทุกจุดของแผ่นความร้อนให้อุณหภูมิในช่วง 200-220 องศาเซลเซียส
ขั้นตอน 2
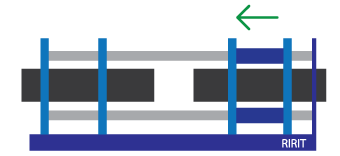
2.1) ทำการติดตั้งท่อบนโครงเครื่องเชื่อมท่อทั้งสองฝั่งโดยเลือกใช้ประกับที่ขนาดพอดีกับท่อ ทำการล็อคท่อและปรับหน้าท่อให้ใกล้เคียงกัน
ขั้นตอน 3
3.1) ทำการเลื่อนชุดโครงเชื่อมท่อออก จากนั้นทำการใส่เครื่องปาดหน้าท่อ
3.2) ทำการปรับแรงดันให้เหลือแค่แรงลากท่อ จากนั้นทำการเลื่อนท่อเข้าหาเครื่องปาดหน้าท่อ โดยทำการปาดหน้าท่อจนกว่าหน้าสัมผัสจะสม่ำเสมอกัน
.jpg)
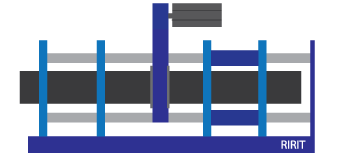
การติดตั้งเครื่องปาดหน้าท่อ
ขั้นตอน 4
4.1) ตรวจสอบความเหลื่อมของท่อโดยการเลื่อนปลายท่อเข้าชนกัน และตรวจสอบความเหลื่อมของท่อ (ค่าความเหลี่ยมที่ภายนอกได้สูงสุด = 0.1 x ความหนาของผนังท่อ)
ขั้นตอนที่ 5
5.2) ทำความสะอาดท่อและแผ่นความร้อน โดยใช้ทิชชู่ชุบแอลกอฮอล์เช็ดบริเวณปลายท่อที่จะทำการเชื่อม
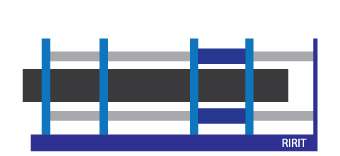
ตรวจสอบความเหลื่อมของท่อโดยการเลื่อนปลายท่อเข้าชนกัน และตรวจสอบความเหลื่อมของท่อ
.jpg)
ทำความสะอาดท่อและแผ่นความร้อน โดยใช้ทิชชู่ชุบแอลกอฮอล์เช็ดบริเวณปลายท่อที่จะทำการเชื่อม
ขั้นตอน 6
6.1) ทำการหาแรงลากท่อ (Drag Pressure) และปรับเพิ่มแรงดันของความดันที่ใช้สร้างตะเข็บหน้าสัมผัสท่อ ด้วยสูตร Drag Pressure + 1.5x(A1/A2)
.jpg)
ขั้นตอนการเตรียมพร้อม
ขั้นตอน 7
7.1) ใส่แผ่นความร้อนตรงกลางระหว่างท่อทั้งทั้งสองด้าน แล้วเลื่อนท่อทั้งสองด้านให้ชนกับแผ่นความร้อน (อุณหภูมิของแผ่นความร้อน 200-220 องศาเซลเซียส) ด้วยแรงดันจากสูตร Drag Pressure + 1.5x(A1/A2) จนกว่าจะได้ความสูงตะเข็บ (K, มุม) 0.5+(0.1x ความหนาของท่อ)
7.2) หลังจากได้ตะเข็บตามกำหนดให้ทำการปรับความแช่แผ่นความร้อนด้วยสูตร ความดันแช่ (P2, บาร์) 0.2 x (A1/A2) โดยใช้ระยะเวลา เวลาให้ความร้อนแช่ (T2 , วินาที) 10 x ความหนาท่อ
.jpg)
ขั้นตอนแสดงระยะสร้างตะเข็บ ของท่อ HDPE
ขั้นตอน 8
8.1) เมื่อครบเวลาให้ความร้อนแช่ ให้ทำการเลื่อนท่อออกจากนั้นทำการเอาแผ่นความร้อนออก และนำท่อเลื่อนเข้าหากันทันที โดยต้องใช้เวลาปลดแผ่นความร้อน (T3 , วินาที) ด้วยสูตร 3+(0.01xเส้นรอบวงภายนอกของท่อ)
8.2) ทำการเพิ่มแรงดัน ความดันเชื่อมประสาน (P3, บาร์) ด้วยสูตร 1.5 x (A1/A2) โดยใช้เวลาไม่มากกว่าเวลาที่ใช้เพิ่มแรงดันเชื่อมประสาน (T4 , วินาที) 3+(0.03xเส้นรอบวงภายนอกของท่อ)
.jpg)
การตรวจสอบความดันแช่ของตามรายการคำนวณ
.jpg)
การตรวจสอบเวลาปลดแผ่นความร้อนตามรายการคำนวณ
.jpg)
ตรวจสอบแรงดันเชื่อมประสานท่อ HDPE
ทำการเพิ่มแรงดัน ความดันเชื่อมประสาน (P3, บาร์) ด้วยสูตร 1.5 x (A1/A2)
ขั้นตอน 9
9.1) ทำแช่ท่อเพื่อหล่อเย็นโดยใช้ เวลาหล่อเย็น (T5, วินาที)จากสูตร (3+ความหนาท่อ)x60
9.2) เมื่อครบกำหนดหล่อเย็นจึงทำการถอดท่ออกจากชุดโครงเชื่อมท่อ HDPE
9.3) ตรวจสอบความกว้างแนวเชื่อมต่ำสุด (มม.)ด้วยสูตร 3+(0.5xความหนาท่อ) และความกว้างแนวเชื่อมสูงสุด (มม.)ด้วยสูตร 3+(0.75xความหนาท่อ)
.jpg)
ทำแช่ท่อเพื่อหล่อเย็นโดยใช้ เวลาหล่อเย็น
.jpg)
ทำแช่ท่อเพื่อหล่อเย็นโดยใช้ เวลาหล่อเย็น
.jpg)
ตรวจสอบรอยตะเข็บของท่อไม่ให้เกินที่รายการคำนวณกำหนด
ขั้นตอน 10
10.1) ทำการปริ้นรายงานผลการเชื่อมท่อ HDPE ผ่านเครื่องปริ้นของ LDU
.jpg)
ทำการปริ้นรายงานผลการเชื่อมท่อ DATA LOGGER HDPE ผ่านเครื่องปริ้นของ LDU

ขั้นตอนสุดท้ายคือติดตั้งท่อ HDPE




